Talonnage raboteuse : causes, réglages et solutions

On vient de raboter une belle pièce de chêne, on passe les doigts dessus… et on sent cette marche, ce creux agaçant en bout de planche. Le talonnage. En 30 ans d’atelier, j’ai vu ce défaut rendre fous des dizaines de menuisiers, du débutant à l’artisan confirmé. Votre raboteuse talonne ? On a tous pesté devant une planche talonnée. Mais dans la grande majorité des cas, le problème se règle. Encore faut-il comprendre d’où il vient.
Qu’est-ce que le talonnage ?
Le talonnage — appelé snipe en anglais — est un défaut de planéité qui se manifeste par un surcreusement en début et/ou en fin de pièce après un passage en raboteuse ou en dégauchisseuse. En clair, la machine retire plus de matière sur les 5 à 8 premiers ou derniers centimètres de la planche et crée un léger épaulement.
Ce défaut peut être discret (un ou deux dixièmes de millimètre sur une machine bien réglée) ou franchement gênant (jusqu’à 1,5 mm sur les machines les plus mal réglées). À l’œil nu, sur un bois clair et bien poncé, un léger surcreusement peut passer inaperçu. Mais dès que vous appliquez une finition (huile, vernis, lasure), la zone talonnée absorbe différemment et le défaut saute aux yeux.
Pour le détecter, deux méthodes fiables. Passez les doigts le long de la pièce en appuyant légèrement, vous sentirez la marche. Ou projetez une lumière rasante sur la surface, vous verrez apparaître une zone légèrement concave qui tranche avec le reste du rabotage. Un comparateur à cadran posé sur une règle de précision vous donnera la mesure exacte si vous voulez quantifier le problème.
On distingue deux types de talonnage :
- Le talon d’entrée : le surcreusement se situe sur les premiers centimètres de la pièce, côté où elle entre dans la machine.
- Le talon de sortie : le défaut apparaît en fin de pièce, quand elle quitte la raboteuse. C’est le cas le plus fréquent.
Savoir lequel vous avez change tout : le type de talon oriente directement vers la cause. Confondez les deux, et vous corrigez le mauvais réglage.
Le talonnage se rencontre aussi bien en rabotage qu’en dégauchissage, mais les causes ne sont pas les mêmes. Pour comprendre en profondeur les différences entre le talonnage en dégauchissage et en rabotage l’article dédié traite ce cas. Ici, on s’intéresse principalement au rabotage, le cas le plus courant, avec un point rapide sur le dégauchissage pour ceux qui utilisent une combinée.
Pourquoi votre raboteuse talonne
Derrière ce défaut apparemment simple se cachent des mécanismes précis. Une fois qu’on les comprend, on sait exactement où intervenir sur sa machine. Les trois premières causes concernent le rabotage, la quatrième le dégauchissage. Les deux modes sont souvent confondus.
La pression des rouleaux entraîneurs est déréglée
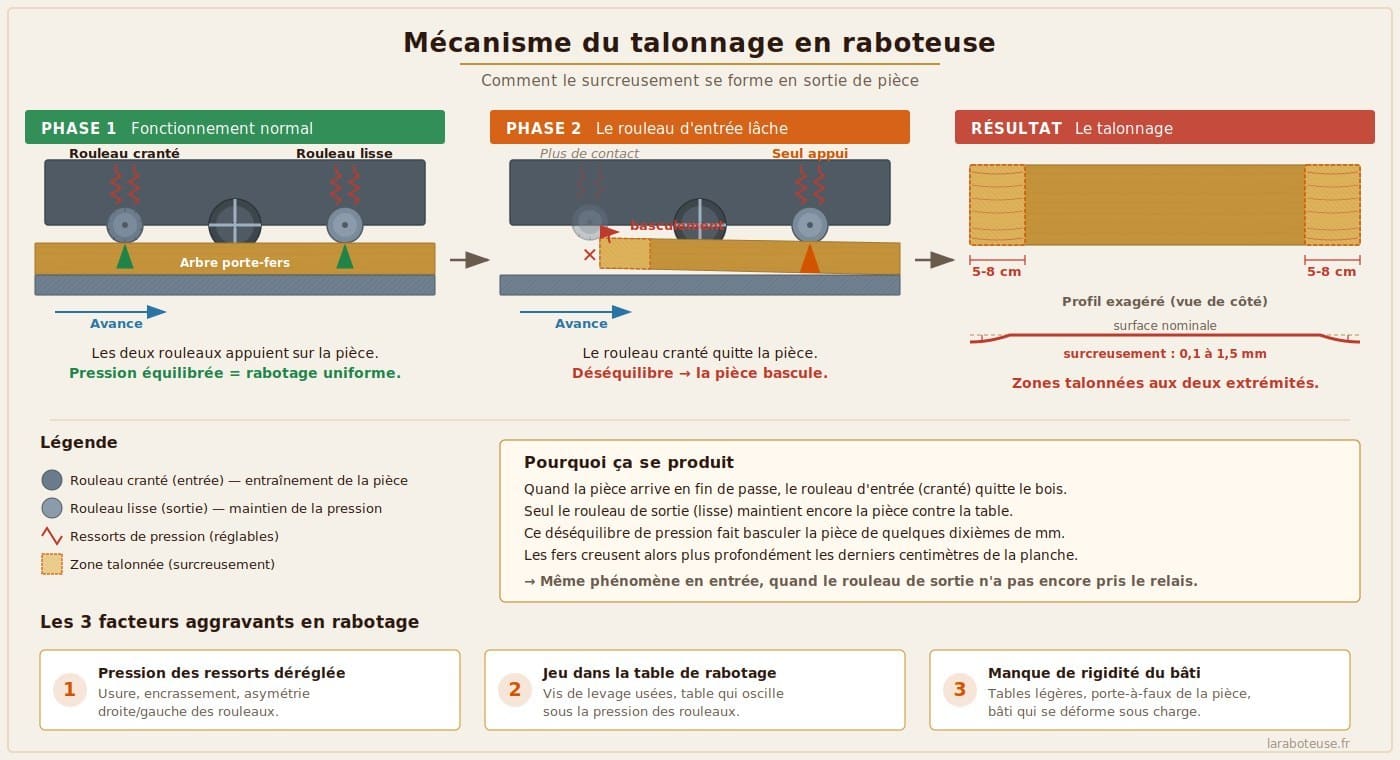
La cause numéro un, celle qu’on rencontre le plus souvent en atelier. Votre raboteuse possède deux rouleaux entraîneurs — un cranté en entrée et un lisse en sortie — maintenus par des ressorts qui exercent une pression sur la pièce de bois pour la plaquer contre la table et l’entraîner sous l’arbre porte-fers.
Quand la pièce est engagée, les deux rouleaux appuient dessus simultanément. Mais quand elle arrive en fin de passe, le rouleau d’entrée quitte la pièce. À cet instant, seul le rouleau de sortie maintient le bois. Si la pression de ce rouleau est mal calibrée, la pièce bouge de quelques dixièmes de millimètre par rapport à l’arbre, et les fers creusent plus profondément. Même chose en sens inverse à l’entrée, quand le rouleau de sortie n’a pas encore pris le relais.
Les ressorts s’encrassent avec le temps, la sciure s’accumule dans les logements, et la pression devient inégale entre la droite et la gauche. On a beau chercher ailleurs, c’est souvent là que se cache le coupable. Un réglage minutieux des rouleaux entraîneurs règle ce problème dans la plupart des cas.
Le jeu dans la table de rabotage
Votre table de rabotage monte et descend sur un système de vis de levage. Après des années d’utilisation, ou parfois après le passage d’une pièce lourde, ces vis peuvent prendre du jeu. La table n’est plus stable : elle oscille de quelques dixièmes sous la pression des rouleaux.
Pour le vérifier, machine éteinte, essayez de secouer la table verticalement. Si vous sentez un mouvement, même léger, on tient une cause probable du talonnage. J’ai vu des combinées de 20 ans dont le défaut d’entrée a complètement disparu simplement en resserrant les écrous de réglage des vis de levage. Il faut y aller progressivement, quart de tour par quart de tour, car à trop serrer on bloque la montée du plateau.
Vérifiez aussi que vous bloquez bien la manivelle de réglage de hauteur avant chaque passe. Sur certaines machines, le serrage est insuffisant et la table se déplace pendant l’usinage.
Le manque de rigidité du bâti et le porte-à-faux
Un problème structurel qu’on retrouve principalement sur les combinées d’atelier, où la table monte et descend pour régler l’épaisseur. L’ensemble table-bâti se déforme légèrement sous la pression des rouleaux entraîneurs. Quand la pièce de bois quitte le rouleau cranté d’entrée, la pression diminue brutalement, la table remonte imperceptiblement, et les fers prennent un peu plus de matière. Sur les raboteuses portables, le mécanisme est inversé (la tête bouge, pas la table), mais le résultat est le même.
Bruno Meyer l’explique très bien dans son ouvrage de référence sur la dégauchisseuse-raboteuse : il suffit de comparer l’épaisseur des tables de rabotage des machines industrielles anciennes avec celles des combinées d’atelier pour comprendre. On ne joue pas dans la même cour entre une machine professionnelle et une combinée à 2 000 euros.
Le porte-à-faux de la pièce amplifie le phénomène : une planche longue et lourde, dont le bout dépasse largement de la table en sortie, exerce un effet de levier que le rouleau de sortie ne peut pas toujours compenser. Plus la pièce est longue et lourde, plus le risque de talon augmente.
Le réglage des fers et de la table de sortie (en dégauchissage)
Si votre machine talonne en mode dégauchissage, la cause est généralement différente : la table de sortie est trop basse par rapport au point haut des fers en rotation. Quand la pièce quitte la table d’entrée et ne repose plus que sur la table de sortie, si celle-ci est plus basse que le sommet de l’arc décrit par les fers, le bois bascule et le fer creuse les derniers centimètres plus profondément.
Si votre problème se situe côté dégauchisseuse, c’est le premier réglage à vérifier. Les réglages essentiels de votre dégauchisseuse-raboteuse sont détaillés dans un guide dédié.
Diagnostiquer l’origine du problème
Avant de toucher à quoi que ce soit, on prend le temps de bien identifier le problème. Un mauvais diagnostic mène à un mauvais réglage, et on risque de dérégler ce qui fonctionnait.
Étape 1 : Identifier le type de talon.
Passez une pièce en rabotage et examinez-la attentivement. Le surcreusement est-il en début de pièce (côté entrée) ou en fin de pièce (côté sortie) ? Ou les deux ? Mesurez la longueur du talon avec un mètre : elle correspond souvent à la distance entre un rouleau entraîneur et l’arbre porte-fers. Sur la plupart des combinées, c’est environ 5 à 8 cm. Si votre talon fait exactement cette longueur, vous avez la confirmation que le problème est lié au moment où la pièce quitte un rouleau.
Pour mesurer la profondeur du talon, utilisez un pied à coulisse numérique : prenez l’épaisseur au centre de la pièce, puis aux extrémités. La différence vous donne l’amplitude du talonnage. En dessous de 0,1 mm, c’est acceptable pour de la menuiserie courante. Au-delà de 0,3 mm, il faut intervenir.


Étape 2 : Vérifier la constance du défaut. Passez plusieurs pièces de longueurs et d’essences différentes. La machine talonne-t-elle systématiquement, ou seulement sur les grandes pièces ? S’il n’apparaît que sur les longues planches, le porte-à-faux est probablement en cause. Si le défaut est constant même sur des pièces courtes de 50-60 cm, c’est un problème de réglage machine.
Étape 3 : Mesurer le jeu de la table. Machine éteinte, essayez de faire bouger la table de rabotage verticalement. Un jeu même minime de quelques dixièmes suffit à créer un défaut visible.
Étape 4 : Vérifier les rouleaux. Passez une pièce fraîchement rabotée, puis éteignez la machine. Descendez la table d’environ 2 mm : la pièce doit affleurer les rouleaux entraîneurs. Si elle passe au-dessus ou en dessous, la hauteur des rouleaux est à revoir.
Retenez ceci : un talon en entrée signifie que le rouleau de sortie appuie trop par rapport à celui d’entrée. Un talon en sortie signifie que le rouleau de sortie n’appuie pas assez pour compenser quand le rouleau d’entrée lâche la pièce, ou qu’il y a un porte-à-faux. Dans les deux cas, c’est l’équilibre de pression entre les deux rouleaux qui est en jeu.
Régler le talonnage : guide pratique
On a identifié la cause, on passe à l’action. Procédez dans l’ordre suivant, du plus simple au plus complexe. Mon verdict après 30 ans de pratique : dans 80 % des cas, les deux premiers réglages suffisent.
Supprimer le jeu de la table
Si vous avez détecté du jeu, c’est par là qu’il faut commencer. Retournez votre raboteuse ou accédez au mécanisme de levage par-dessous. Les écrous de réglage des vis de levage permettent de rattraper le jeu. Procédez par serrages très progressifs, un quart de tour maximum à la fois, en vérifiant à chaque étape que la table monte et descend encore librement. Si vous serrez trop, la table se bloque.
J’ai vu le cas sur une vieille combinée en atelier : ce réglage seul a suffi à faire disparaître un talonnage d’entrée qui traînait depuis des mois. Il restait un très léger talon en sortie, éliminé ensuite en ajustant les ressorts.
Régler la pression des ressorts de rouleaux
Chaque rouleau entraîneur est maintenu par deux ressorts, un de chaque côté, dont la tension est réglable via un écrou sur tige filetée. Le réglage se fait par quart de tour, en alternant les côtés pour garder une pression symétrique.
Avant de toucher aux écrous, nettoyez les logements des ressorts. Mettez une cale entre la table et le rouleau, montez légèrement la table pour soulever le rouleau, et passez un bon coup de soufflette. Sur une machine qui a dix ou quinze ans de service, la sciure accumulée dans ces logements fausse tout le réglage.
Pour vous assurer que la pression est homogène des deux côtés, mesurez la longueur libre de chaque ressort. Si un ressort est nettement plus comprimé que l’autre, la pression est asymétrique et ça peut causer un talonnage localisé.
Le réglage des ressorts est un jeu de patience. Resserrez d’un quart de tour, faites un essai, observez, recommencez. La subtilité est de trouver le juste milieu : assez de pression pour plaquer le bois fermement sur la table et assurer l’entraînement, mais pas trop pour ne pas déformer la table ou marquer les bois tendres.
Pour savoir si la pression est trop forte, regardez la face supérieure de vos pièces en bois tendre (sapin, peuplier, tilleul), celle qui passe sous les rouleaux. Si vous voyez des marques du rouleau cranté, c’est que ça appuie trop. Desserrez d’un quart de tour et réessayez. À l’inverse, si la pièce patine ou avance par à-coups, la pression est insuffisante.
Je vous recommande de noter vos réglages. Une fois que vous avez trouvé le bon compromis, mesurez la longueur libre de chaque ressort et notez-la. Le jour où vous devez démonter pour un nettoyage, vous retrouverez votre réglage en quelques minutes au lieu de repartir de zéro.
Contrôler la hauteur des rouleaux
Les rouleaux doivent se situer environ 2 mm sous l’arbre porte-fers. Pour vérifier : rabotez une pièce, éteignez la raboteuse, descendez la table de 2 mm. La pièce doit juste affleurer le dessous des rouleaux. Si ce n’est pas le cas, un réglage de hauteur s’impose. Consultez la documentation de votre machine pour la procédure propre à votre modèle.
Solutions d’atelier quand le réglage ne suffit pas
Autant le dire franchement : sur certaines machines, le talonnage ne disparaîtra jamais complètement. La conception, la rigidité du bâti, les limites mécaniques posent un plafond. On apprend alors à composer avec. Les astuces d’atelier éprouvées ci-dessous vous aideront à contourner le problème, de la plus universelle à la plus situationnelle.
Utiliser des pièces sacrificielles
Mon verdict : la solution la plus universelle, celle que je recommande en premier.
Placez une chute de bois de même épaisseur avant et après votre pièce de travail, et passez le tout dans la raboteuse. Les sacrificielles encaissent le talonnage, votre pièce sort impeccable. Gardez toujours un stock de chutes calibrées à différentes épaisseurs pour cet usage.
Pour qui ? Tout le monde. Combinée à 800 € ou raboteuse portable à 500 €, cette méthode fonctionne à tous les coups. Le seul investissement, c’est un carton de chutes triées par épaisseur.
Passer les pièces bout à bout
Mon verdict : encore plus efficace que les sacrificielles, mais il faut un lot à raboter.
La technique reine quand on a plusieurs pièces à passer en rabotage. L’idée est de ne jamais laisser un espace entre deux pièces : quand la première sort, la suivante est déjà engagée. Ainsi, les rouleaux ne quittent jamais le bois et il n’y a pas de variation de pression.
En pratique, c’est un peu sportif, surtout seul et avec des pièces longues. Il faut récupérer la pièce qui sort tout en poussant la suivante. Avec de l’habitude, on développe le rythme : vous placez vos planches sur une servante à droite, vous les engagez une par une en veillant à ce que l’arrière de la précédente touche l’avant de la suivante, et vous récupérez à gauche. Si vous avez un lot de planches de même épaisseur à raboter, organisez votre flux en amont et n’hésitez pas à demander un coup de main. Le talonnage ne touchera que la première et la dernière pièce du lot.
Attention cependant : même un interstice de quelques millimètres entre deux pièces suffit pour que le rouleau « décroche » et que le talonnage réapparaisse. La continuité doit être parfaite.
Pour qui ? Idéal quand on rabote un lot de pièces (lamellé-collé, panneaux, série de montants). Moins pratique pour une pièce unique.
Placer une plaque de MDF sur la table
Mon verdict : surprenant mais efficace, une astuce de vieux routard qui a fait ses preuves.
Une astuce de forum que j’ai longtemps trouvée surprenante, mais qui fonctionne vraiment. Une plaque de MDF de 4 mm posée sur la table de rabotage améliore franchement la glisse de la pièce. Le bois avance plus régulièrement, les à-coups disparaissent, et le talonnage diminue.
L’explication est mécanique : le MDF glisse mieux que la fonte de votre table de raboteuse, surtout si elle n’est plus très bien entretenue. La pièce avance de façon plus fluide, les à-coups aux rouleaux se réduisent. Pensez simplement à recalibrer votre hauteur de coupe en tenant compte de ces 4 mm supplémentaires d’épaisseur de table.
Un entretien régulier de votre table avec de la paraffine en bloc, frottée directement sur la fonte, améliore également la glisse générale. Ce n’est pas une solution au talonnage en soi, mais ça contribue à une avance plus régulière de la pièce, ce qui atténue les à-coups susceptibles d’aggraver le défaut.
Pour qui ? Particulièrement adapté aux vieilles machines dont la table a perdu son état de surface d’origine. Coût : quelques euros de MDF. On n’a rien à perdre à essayer.

Soulever légèrement la pièce à l’entrée et à la sortie
Mon verdict : un geste à acquérir, mais pas une solution miracle.
Quand vous introduisez la pièce dans la raboteuse, maintenez l’arrière très légèrement surélevé, quelques degrés suffisent. Le rouleau d’entrée prend le relais et plaque le bois sur la table. En sortie, anticipez : soutenez la pièce pour qu’elle ne bascule pas sous son propre poids. Ce geste s’acquiert avec la pratique. Mais n’exagérez pas l’angle, sinon on crée d’autres défauts, un creux au milieu de la pièce par exemple.
Pour qui ? Pour les habitués qui connaissent bien leur machine. Déconseillé aux débutants qui risquent d’introduire plus de problèmes qu’ils n’en résolvent. On le combine souvent avec une autre méthode.
Prévoir des longueurs supplémentaires
Mon verdict : la solution la plus pragmatique et la moins risquée. Celle qu’on utilise tous, même quand on ne veut pas l’avouer.
Débitez vos pièces 10 à 15 cm plus longues que nécessaire. Après rabotage, recoupez les extrémités talonnées. C’est du bois perdu, certes, mais c’est la méthode la plus fiable. Votre poêle à bois appréciera.
Pour qui ? Tout le monde, sans exception. Débutant sur une petite Scheppach à 400 € ou artisan sur une Hammer à 5 500 €, c’est le filet de sécurité qu’on garde toujours en tête au moment du débit.
Le talonnage selon le type de machine
Toutes les raboteuses ne sont pas égales face à ce défaut. On ne va pas se mentir : le budget joue un rôle, mais ce n’est pas le seul critère. Comprendre les différences vous évitera des déceptions à l’achat et vous aidera à adapter votre approche.
Combinées d’atelier (dégau-rabo)
Gamme de prix : 300 à 6 000 € | Talonnage : quasi systématique sans précautions
Le problème est le plus fréquent sur ces machines. Leur table de rabotage, plus courte et plus légère que sur une machine dédiée, manque souvent de rigidité. Les vis de levage prennent du jeu avec le temps, et les ressorts de rouleaux sont dimensionnés au plus juste. On y est tous confrontés si l’on ne prend pas de précautions.
Des marques comme Lurem, Kity, Robland ou Hammer proposent des combinées de qualité, mais aucune n’y échappe tout à fait. La différence se joue sur l’amplitude du défaut : quelques centièmes sur une Hammer A3-41 à plus de 5 500 €, contre plusieurs dixièmes sur une combinée d’entrée de gamme à 300 €. C’est le prix de la rigidité du bâti. Les combinées Scheppach, très répandues dans les ateliers amateurs français, illustrent bien ce compromis : des machines honnêtes pour leur prix, mais qui demandent un réglage soigné des rouleaux pour contenir le talonnage. En montant en gamme, la DeWalt D27300 (53 kg, 2 100 W, ~1 600 €) atténue le problème grâce à son poids et sa puissance moteur, même si ses tables en aluminium restent un compromis face à la fonte grise.
Raboteuses portables (lunchbox)
Gamme de prix : 350 à 900 € | Talonnage : variable selon le nombre de colonnes
Autre catégorie, autre conception. Les raboteuses portables (ou lunchbox) ne font que le rabotage d’épaisseur, pas le dégauchissage. Elles coûtent parfois plus cher que les combinées d’entrée de gamme, mais pour une raison simple : leur mécanique est souvent mieux dimensionnée pour cette fonction unique.
Les DeWalt DW733 et DW735, Makita 2012NB, Metabo DH 330 et autres raboteuses dites « de chantier » sont des machines sur lesquelles la tête de coupe monte et descend, guidée par deux ou quatre colonnes selon les modèles. Le mécanisme de talonnage est légèrement différent : c’est la tête qui bouge, pas la table. Quand le rouleau quitte la pièce, la pression vers le bas diminue et la tête peut remonter imperceptiblement.
Les modèles à quatre colonnes (les DeWalt DW733 et DW735 en font partie) sont nettement plus stables que les entrées de gamme à deux colonnes (Einhell, Triton, Scheppach en portable). Certains disposent en plus d’un système de verrouillage de tête automatique, comme la DW735, qui réduit vraiment le problème.
Pour ces machines portables, les tables d’extension repliables jouent aussi leur rôle. Réglez-les de manière à ce que leur bord intérieur soit très légèrement plus bas que le lit central de la raboteuse, un à deux millimètres suffisent. Cela empêche la pièce de « plonger » en sortie. Certains fabricants, comme Makita, l’expliquent dans leur notice. Si votre machine en est équipée, utilisez-les : elles sont là pour ça.
Autre point sur les portables : la profondeur de passe finale a un impact direct. Pour votre dernière passe, réduisez au minimum, un demi-millimètre voire moins. Les rouleaux exercent moins de pression, la tête bouge moins, et le défaut résiduel est souvent à peine perceptible.
Machines professionnelles stationnaires
Gamme de prix : 3 500 € et au-delà | Talonnage : négligeable à inexistant
Sur une vraie raboteuse d’atelier professionnel, table en fonte épaisse, bâti massif, rouleaux surdimensionnés, le talonnage est négligeable, voire inexistant. La rigidité de l’ensemble est telle que les variations de pression des rouleaux ne déforment rien. Des machines comme la Holzmann HOB 305 PRO (255 kg, tables en fonte grise) s’en approchent déjà par leur poids et leur construction. Si vous avez la chance de travailler sur une machine stationnaire lourde, ce défaut n’est tout simplement pas un sujet. On est dans un autre monde.
Le talonnage n’est pas une fatalité. Avec un diagnostic méthodique et des réglages patients, on peut réduire ce défaut de rabotage au strict minimum sur n’importe quelle machine. Et quand la mécanique atteint ses limites, les astuces d’atelier prennent le relais. Commencez toujours par le plus simple, vérifier le jeu de table et nettoyer les logements de ressorts, avant de vous lancer dans des réglages plus complexes. En 30 ans de copeaux, j’ai appris que la meilleure raboteuse n’est pas la plus chère, mais celle dont on connaît les réglages par cœur.